Полуавтомат заточный с ЧПУ для червячных фрез ВЗ-646Ф4


22 032 456 руб.
с НДС - на 26.12.2024 г.
| Модель: |  |
ВЗ-646Ф4 |
| Артикул: | |
ВЗ-646Ф4 |
| Производитель: | Белоруссия |
|
| Изготовитель: |  |
Белоруссия |
- Описание
- Комментарии
- Отзывы
Полуавтомат ВЗ-646Ф4 предназначен для заточки по передней поверхности абразивным шлифовальным кругом с применением смазочно-охлаждающей жидкости однозаходных насадных червячных фрез по ГОСТ 9324-80.
Особенности
Технологические возможности полуавтомата позволяют осуществлять с использованием дополнительных опций операции заточки многозаходных, хвостовых червячных фрез, в том числе с закрытыми стружечными канавками. Полуавтомат комплектуется устройством ЧПУ SINUMERIK 828DSL производства фирмы SIЕMENS (Германия), которое обеспечивает:
- высокое качество управления, надежную и бесперебойную работу;
- решение множества задач обработки от позиционирования осей до осуществления любого движения с использованием интерполяции;
- свободное программирование;
- возможность обмена информацией с ЭВМ высшего ранга.
Система ЧПУ
В качестве устройства управления используется устройство SINUMERIK 828DSL. Указанное устройство позволяет осуществлять управление позиционированием по четырём осям.
Компоновка полуавтомата, конструктивные и эксплуатационные особенности
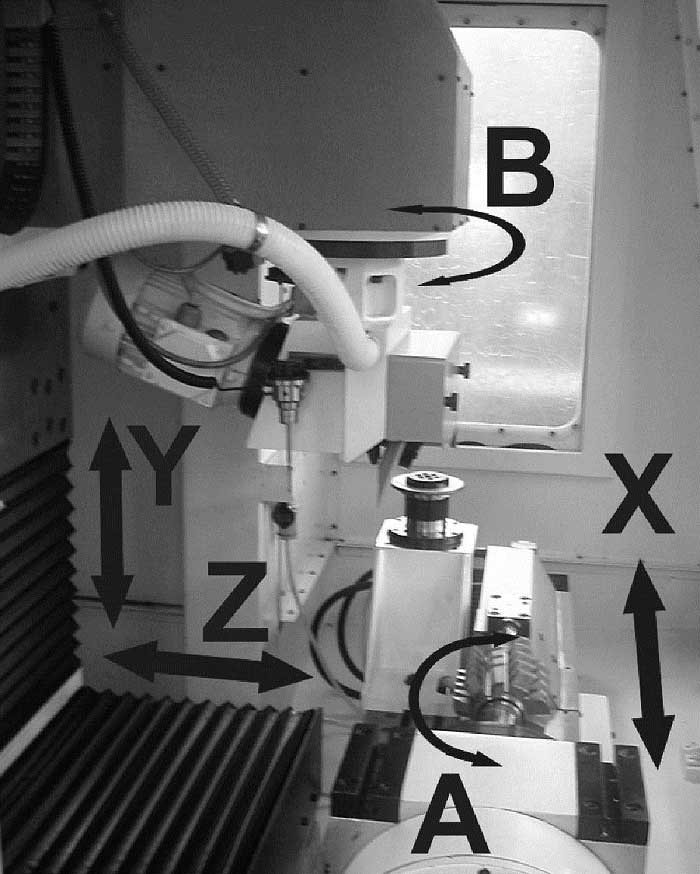
Полуавтомат выполнен в горизонтальной компоновке с подвижным в продольном направлении столом (ось X).
На столе установлена бабка изделия (ось А) с обрабатываемой заготовкой, задняя бабка, механизм правки шлифовального круга.
Шлифовальная бабка со шлифовальным шпинделем размещена сверху над изделием, с возможностью поперечного (ось Z) и вертикального (ось Y) перемещений, а также поворота (ось В) вокруг вертикальной оси на угол подъёма стружечной канавки.
Полностью закрытая рабочая зона с ограждением кабинетного типа, раздвижными и монтажными дверцами.
Бабка изделия (ось А)
Шпиндель бабки изделия имеет коническое отверстие (конус ISO 50, 7:24) для установки центровых, хвостовых оправок или хвостовых червячных фрез.
Исполнение 1: Вращение шпинделя осуществляется от встроенного в бабку изделия кругового высокоскоростного синхронного двигателя. Шпиндель смонтирован на специальном прецизионном упорно-родиальном подшипнике. Круговой датчик измерения угла поворота установлен непосредственно на шпинделе. Предлагаемое конструктивное устройство бабки изделия обеспечивает наивысшую точность поворота шпинделя, надёжность и долговечность.
Бабка шлифовальная (ось В)
Шпиндель оси поворота смонтирован на прецизионных радиально-упорных подшипниках.
Поворот бабки шлифовальной на угол наклона стружечной канавки осуществляется вручную с отсчётом на пульте оператора или по лимбу.
Шпиндель шлифовальный.
Частотное регулирование скорости вращения шпинделя, режим разгона и торможения. Применены импортные прецизионные дуплексные (с предварительным натягом) подшипники.
Стол (ось Х), вертикальная (Y) и поперечная (Z) каретки шлифовальной бабкиПеремещение по осям X,Y,Z осуществляется от синхроных двигателей с цифровым управлением через беззазорные шариковинтовые передачи по замкнутым, с предварительным натягом направляющим линейного перемещения, сочетающими в себе высокую несущую спрособность, легкость и точность хода.
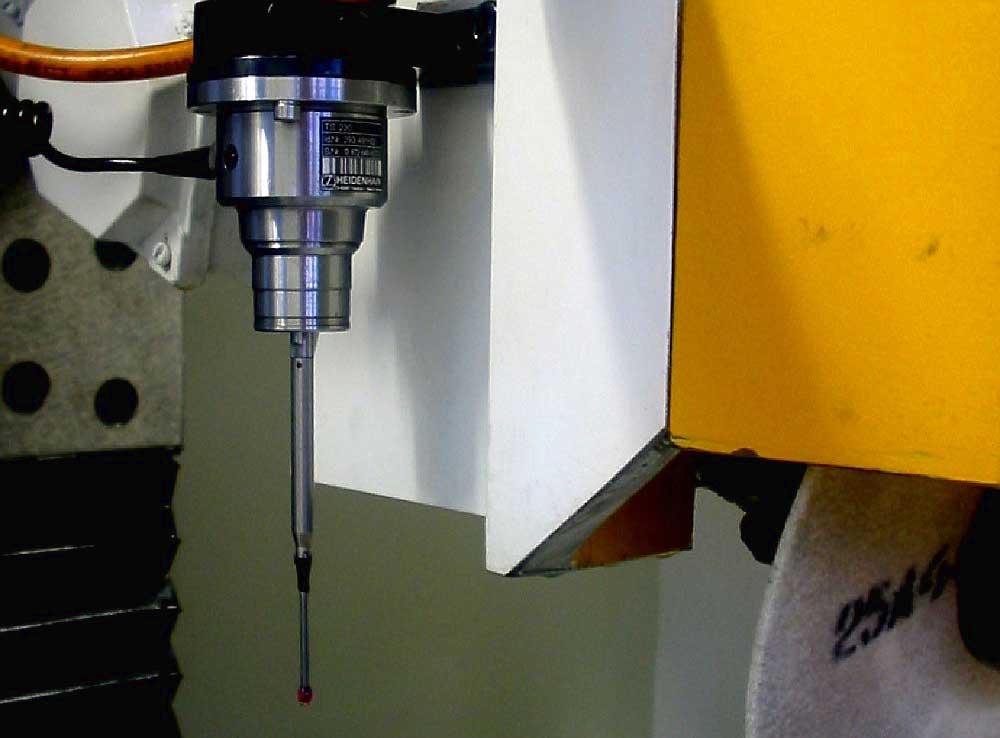
Устройство предварительной ориентации червячной фрезы.
Устройство выполненно на базе датчика касания фирмы «HEIDENHAIN» ( Германия ). Посредством датчика возможно измерение неизвестных параметров инструмента (передний угол ,наклон спирали, окружной шаг зубьев), осуществление привязки обрабатываемой заготовки (осевую, угловую) к системе координат полуавтомата, а так же возможно произвести предварительный контроль параметров заточенной фрезы (передний угол, угол наклона спиральной стружечной канавки, накопленную погрешность окружного шага стружечных канавок, поиск «высокого» зуба, с которого начинать обработку) с выводом информации на панель оператора.
Правка шлифовальных кругов

Предусмотрена возможность автоматической правки абразивных шлифовальных кругов с помощью механизма правки (алмазный ролик, либо алмаз в оправе), устанавливаемого на столе полуавтомата (ось X).
Правка и компенсация износа шлифовального круга осуществляется высокоточными координатными перемещениями шлифовального круга относительно механизма правки шлифовального круга,что обеспечивает высокую эффективность процесса правки, как прямолинейного, так и фасонного профиля шлифовального круга.
Механизм правки состоит из прецизионного шпинделя и приводного электродвигателя. Алмазный ролик не входит в стандартную стоимость данной опции. Габаритные размеры, форма ролика, изготовитель согласовывает на этапе утверждения ТЗ. Применение механизма правки алмазным роликом значительно повышает производительность процесса правки шлифовальных кругов.
Система подачи и очистки СОЖ.

Система подачи и очистки СОЖ выполнена на базе насосов, магнитного сепаратора и лентопротяжного устройства с бумажным фильтром.
Обеспечивает эффективную подачу и очистку СОЖ при обработке быстрорежущих сталей и твёрдого сплава.
В качестве СОЖ применяются минеральные или синтетические углеводородные масла с вязкостью в пределах 5…8 с СТ при 40оС. (И5A ГОСТ 20799-88; HM-Sintogrind; Велосит 7-ТНК и др.).
Применение системы отсоса и фильтрации аэрозолей из рабочей зоны обеспечивает гигиенические нормы при работе полуавтомата.
Система смазки
Централизованная автоматическая система смазки.
Гидропривод
Функции гидропривода сведены к минимуму – перемещение каретки с центром задней бабки и осуществление централизованной смазки.
Программное обеспечение
- В комплект полуавтомата входит:
- управляющая программа (УП) для заточки червячных фрез по передней поверхности;
- программа для расчета профиля шлифовального круга.
- УП для заточки червячных фрез по передней поверхности позволяет выполнять следующие технологические переходы:
- привязка фрезы к системе координат станка при помощи измерительного датчика (определение положения первого зуба и положения базового торца фрезы в системе координат станка);
- измерение фрезы перед обработкой для определения действительного припуска на каждом зубе;
- черновая обработка фрезы (деление на зуб происходит после съема всего припуска с одного зуба);
- чистовая обработка фрезы (деление на зуб происходит после каждого двойного хода);
- выхаживание с микроподачей;
- правка шлифовального круга перед технологическим переходом и в цикле;
- измерение параметров качества заточки (профиль передней поверхности, накопленная погрешность окружного шага, направление стружечных канавок) при помощи измерительного датчика.
Заточка по передней поверхности может осуществляться с различными значениями контурной скорости и глубины резания.
Программа для расчета профиля шлифовального круга формирует УП для фасонной правки шлифовального круга. Программа представляет собой Windows-приложение и работает на персональном компьютере (ПК).
Окно программы представлено на рисунке.
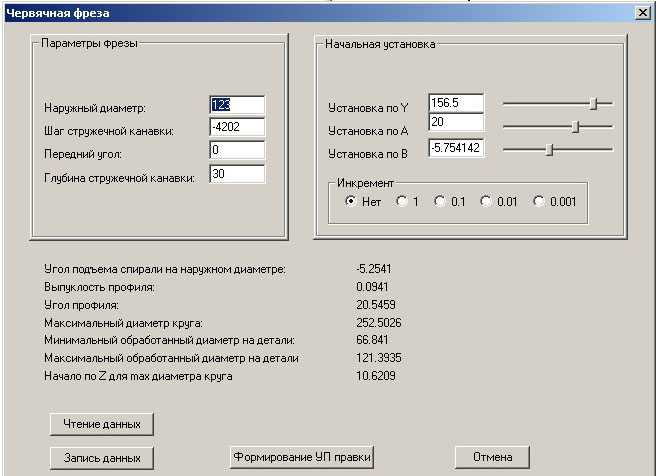
Область 1 предназначена для ввода геометрических параметров фрезы.
В области 2, используя движки, пользователь подбирает начальную установку шлифовального круга, таким образом, чтобы расчетные параметры фрезы и шлифовального круга, отображаемые в области 3, соответствовали требуемым.
После нажатия соответствующей кнопки сформированная УП правки записывается на жесткий диск ПК. УП правки передается на станок стандартными средствами (RS232, USB).
Технические характеристики ВЗ-646Ф4 |
||
|---|---|---|
| Характеристика | Значение | |
|
Показатели заготовки, обрабатываемой на полуавтомате |
||
|
Пределы диаметров фрез, мм |
40…200 |
|
|
Наибольшая длина фрез, мм - насадных -хвостовых |
250 400 |
|
|
Наибольшая глубина шлифуемой стружечной канавки/модуль, мм |
50/14 |
|
|
Пределы углов подъёма винтовых стружечных канавок/левые и правые/, градус |
0…20 |
|
|
Числа стружечных канавок, шт. |
1…99 |
|
|
Передний угол, градус |
0…10 |
|
|
Диаметры посадочных отверстий, мм |
16,22,27,32,40, 50,60 |
|
|
Показатели инструмента, устанавливаемого на полуавтомате |
||
|
Наибольший диаметр устанавливаемого шлифовального круга (формы 3) с углом профиля 20ºпо ГОСТ 2424-83, мм |
250 |
|
|
Показатели основных и вспомогательных движений полуавтомата |
||
|
Наибольший диаметр устанавливаемого шлифовального круга (формы 3) с углом профиля 20ºпо ГОСТ 2424-83, мм |
250 |
|
|
Частота вращения шлифовального круга, мин-1 |
2000…4000 |
|
|
Количество управляемых осей координат с применением УЧПУ SINUMERIK 802DSL: - всего - одновременно |
4 2 |
|
|
Наибольшее рабочее перемещение по управляемым осям координат: - продольное перемещение стола (ось X), мм - поперечное перемещение каретки (ось Z), мм - вертикальное перемещение суппорта (ось Y), мм - поворот шпинделя бабки изделия (ось А), градус |
630 250 320 не ограничен |
|
|
Пределы рабочих подач по управляемым осям координат, м/мин: - ось X - ось Y - ось Z |
10 5 5 |
|
|
Дискретность задания перемещений по осям координат линейный, мм круговой, градус |
0,001 0,001 |
|
|
Показатели силовой характеристики полуавтомата |
||
|
Мощность электродвигателя главного движения, кВт |
2,2 |
|
|
Род тока питающей сети |
переменный трёхфазный |
|
|
Напряжение, В |
380 ± 38 |
|
|
Частота тока, Гц |
50 ± 1 |
|
|
Показатели габарита и массы полуавтомата |
||
|
Габаритные размеры (без отдельно расположенного оборудования), мм |
2500x2000x2350* |
|
|
Масса, кг |
7000* |
|
|
Показатели точности |
кл. ААА |
|
|
Точность и шероховатость заточки однозаходных червячных фрез (при соответствии базовых поверхностей заготовки требованиямГОСТ 9324-80) |
Ra– 0,32 |
|
Комплект поставки
- Задняя бабка гидрофицированная - 1шт.
- Механизм правки алмазным роликом(N = 3000 об/мин) -1шт.
- Устройство для правки алмазом в оправе -1шт.
- Устройство предварительной ориентации червячной фрезы(С применением датчика HEIDENHAIN.) -1шт.
- Комплект оправок для крепления шлифовальных кругов
- Ø 200 (посад. Ø 51) -2шт.
- Ø 250 (посад. Ø 76)
- Комплект кожухов для шлифовальных кругов
- Ø 200 -2шт.
- Ø 250 -1шт.
- Комплект оправок для фрез Ø16,22,27,32,40,50,60 (в сборе с гайками и проставными кольцами) - 1шт.
- Комплект поводковых устройств - 1шт.
- Комплект оснастки для выверки базовых точек полуавтомата - 1шт.
- Система подачи и очистки СОЖ с насосом, магнитным сепаратором и лентопротяжным устройством с бумажным фильтром (Производительность насоса 100 л/мин) -1шт.
- Система отсоса аэрозолей (Фильтр EFO-2000-5-1-1,3с в комплекте с вентилятором FUA-1800/SP) -1шт.
- Дополнительный комплект эксплуатационной (технической) документации: руководство по эксплуатации, руководство по эксплуатации электрооборудования, инструкции по работе с управляющей программой -1шт.
- Упаковка -1шт.
- Управляющая программа заточки червячных фрез по передней поверхности -1шт.
- Программа для формирования управляющей программы правки фасонного шлифовального круга -1шт.
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.Разметить комментарий или вопрос